


In the realm of high-horsepower (HHP) industrial power, the Cummins QSK60 stands as an undisputed titan. This massive 60-litre, V16 diesel engine is the beating heart of the world’s heaviest machinery, powering 300-ton mining haul trucks, massive drilling rigs, and continuous-duty power generation plants. Under these extreme loads, the engine’s internal components are subjected to unimaginable thermal and physical stress.
At the center of this extreme environment is the head gasket. It serves as the ultimate barrier, containing massive combustion firing pressures while strictly separating high-flow coolant and synthetic lubrication systems. When repairing an engine of this magnitude, there is zero margin for error. Doing a job twice because of a blown seal is not an option when downtime costs thousands of dollars per hour.
This comprehensive technical guide explores the complexities of replacing a QSK60 cylinder head gasket, from diagnosing the initial failure to executing the precise Cummins QSK60 head gasket torque specifications required for a successful, one-time repair.
Table of Contents
Identifying Cylinder Head Gasket Failure in High-Horsepower Engines
⚠️ Safety Warning
The Cummins QSK60 cooling system operates under extreme volume and pressure. Never open coolant inspection ports or loosen cylinder head bolts until the engine has cooled completely and system pressure has been mechanically relieved. Severe scalding or fatal injury can occur.

Diagnosing a blown head gasket on a standard commercial truck is relatively straightforward. However, on a 16-cylinder, quad-turbocharged QSK60 running in a noisy, dusty mining pit, the symptoms can be much harder to pinpoint before catastrophic failure occurs.
Maintenance managers and fleet engineers must monitor for these specific HHP failure indicators:
- Erratic Oil Pressure Fluctuations: Unlike smaller engines, a QSK60 pumps massive volumes of oil. A micro-fracture in the head gasket can allow high-pressure combustion gas to aerate the oil galleries. This results in suddenly fluctuating oil pressure gauges, often triggering automated engine shutdowns.
- Coolant Pressurisation and Overflow: If the fire ring of the head gasket fails, 2500+ psi of combustion gas is forced directly into the water jacket. In a QSK60, this will cause the massive radiator system to over-pressurise, violently blowing coolant out of the pressure relief valves.
- Routine Oil Sampling (Spectroscopy) Anomalies: In high-level mining operations, oil is tested regularly. A sudden spike in sodium, potassium, or glycol levels in the engine oil report is the earliest and most accurate indicator of a micro-leak in the head gasket.
- Localised Power Loss and Exhaust Anomalies: Because the QSK60 has multiple cylinder heads, a blown gasket on one specific bank may cause irregular exhaust temperatures (measured via pyrometers) and thick white smoke (vaporised coolant) exiting from only one side of the dual exhaust system.
Critical Technical Specifications for QSK60 Head Gaskets
When ordering replacement parts for an engine overhaul of this scale, precision is everything. You cannot install a standard commercial-grade seal into an industrial V16 engine.
Cross-Referencing OEM Part Numbers
Replacing the cylinder head gasket on a QSK60 is never an isolated job. Reaching the cylinder heads requires the removal of massive turbocharger arrays, exhaust manifolds, and high-flow water pumps. A professional procurement strategy involves ordering the complete sealing ecosystem.
Key OEM cross-references for a top-end rebuild include:
- Cylinder Head Gasket: Must meet the exact compressed thickness tolerances for the specific QSK60 CPL (Control Parts List).
- Turbocharger Gasket Kit (OEM No.: 4955999): The QSK60 utilises multiple turbochargers. Whenever the heads are removed, these extreme-temperature gaskets must be replaced to prevent exhaust leaks.
- Water Pump Gasket Kit (OEM No.: 4956001): High-flow coolant pumps must be resealed with premium elastomer gaskets to prevent cavitation leaks upon reassembly.
- Gear Housing Gasket (OEM No.: 4007165): Often required if the timing case is exposed during a larger out-of-frame overhaul.
QSK60 Industrial Application & Gasket Compatibility Matrix
Procuring gaskets for a 60-litre engine requires matching the exact Control Parts List (CPL) to the specific industrial application. VPGASKET engineers OEM-equivalent sealing solutions for the world’s most demanding QSK60-powered machinery:
| Machinery Type | Compatible Equipment Brands & Models | Application Environment | Primary Cylinder Head Gasket Replaces OEM No. | Complete Upper Gasket Kit Replaces OEM No. |
| Ultra-Class Mining Haul Trucks | Komatsu 930E, Hitachi EH5000AC-3, Liebherr T 282 | Open-Pit Mining, 300+ Ton Payloads | 4089715, 4376104 | 4089201 |
| Massive Hydraulic Excavators | Komatsu PC8000, Hitachi EX5600 / EX8000 | Heavy Earthmoving, Continuous Digging | 4371900 | 4955998 |
| Prime / Standby Power Gensets | Cummins Power Generation C2000D5, C2500D5A | Data Centers, Hospitals, Grid Backup | 2888694 | 4089202 |
| Marine Propulsion | Commercial Tugs, Offshore Supply Vessels (OSV) | Continuous Saltwater Operation | 4089715 (Marine Spec) | Custom CPL Matched |
Advanced Material Requirements for Extreme Pressures
The firing pressure inside a QSK60 cylinder is immense. To survive, the head gasket must be manufactured using Multi-Layer Steel (MLS) technology.
VPGASKET engineers these heavy-duty gaskets using highly tempered spring steel layers. These layers act like a dynamic spring, constantly expanding and contracting to maintain a seal as the massive cast-iron engine block and cylinder heads shift due to thermal expansion. Furthermore, the outer layers are coated with high-temperature FKM (Fluoroelastomer) to create a micro-seal against the machined metal surfaces, preventing coolant weeping.
What the Experts Say
“In the mining sector, an engine teardown is a massive logistical event. You aren’t just paying for the mechanic’s time; you are losing the revenue of a 300-ton haul truck for a week. Never reuse a compromised seal, and strictly adhere to the OEM torque yields. A premium gasket is the cheapest insurance policy a fleet manager can buy.”
— David Aris, Heavy Equipment Maintenance Director
The Engineering Reality:
According to the Engine Rebuilding Standards Manual, “80% of head gasket installation success depends on following the correct torque sequence and specifications.” In a QSK60, failing to achieve the exact angle-torque yield will result in immediate combustion blow-by and catastrophic block fretting.
Standardised Replacement & Installation Best Practices
Installing a head gasket on a QSK60 requires specialised lifting equipment, calibrated tooling, and strict adherence to factory procedures.
Cylinder Block Surface Preparation
The most advanced MLS head gasket in the world will fail if the mating surface is flawed.
- Meticulous Cleaning: Remove all carbon buildup, old coating residue, and rust from the engine block and cylinder head using non-abrasive scrapers and specialised solvents. Never use rotary abrasive pads, as they will create uneven low spots.
- Measuring Flatness (Ra Finish): Use a precision machinist’s straight edge and feeler gauges. For an MLS gasket to seal correctly, the surface finish must be incredibly smooth (typically around 20-30 Ra). Any warpage exceeding Cummins factory limits means the cylinder head must be sent to a machine shop for resurfacing.
- Liner Protrusion Check: In wet-sleeve engines like the QSK60, the cylinder liner must protrude slightly above the block deck to “crush” the fire ring of the head gasket. Measuring this protrusion with a dial indicator is a mandatory step before installation.
Exact Torque Specifications and Tightening Sequence
Applying the correct Cummins QSK60 head gasket torque specifications is the most critical phase of the rebuild. Because the cylinder heads are massive, the clamping force must be applied evenly to prevent warping the head or cracking the block.
Note: The following is a standardised methodology for heavy-duty Cummins engines. Mechanics must always verify the exact torque values against the official Cummins QuickServe manual using the specific Engine Serial Number (ESN).
- Lubrication: Clean the head bolt threads and apply a specialised high-pressure assembly lubricant (or clean engine oil, as specified by the manual) under the bolt heads and on the threads. Dry threads will cause false torque readings due to friction.
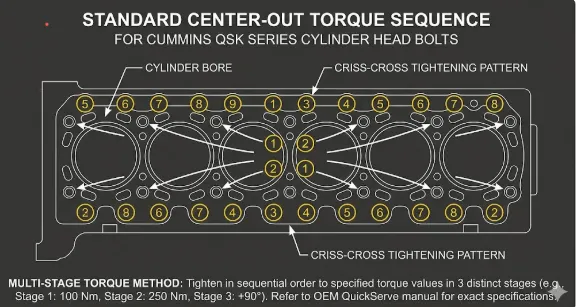
- The Centre-Out Sequence: Always tighten head bolts starting from the centre of the cylinder head and working your way outward in a spiral or crisscross pattern. This pushes any wrinkles or slack in the head gasket toward the edges.
- Multi-Stage Torque-to-Yield Strategy: Modern HHP engines use torque-to-yield (TTY) bolts that permanently stretch. The sequence usually involves multiple steps:
- Step 1 (Pre-load): Snug all bolts to an initial low torque value (e.g., 100 Nm) to seat the head.
- Step 2 (Primary Torque): Increase the torque in the correct sequence to a higher value (e.g., 250 Nm).
- Step 3 (Secondary Torque): Increase to the final torque specification (e.g., 400 Nm).
- Step 4 (Rotational Angle): The final, most critical step often requires turning the bolts an additional set amount of degrees (e.g., +90 degrees) using an angle gauge. This provides an exact clamping force regardless of thread friction.
Real-World ROI: Eliminating Secondary Teardowns at a Chilean Copper Mine
A high-altitude copper mine in Chile operates a fleet of Komatsu 930E haul trucks, all powered by Cummins QSK60 engines. Due to the extreme altitude and relentless 24/7 uphill climbing with 320-ton payloads, the engines were experiencing severe thermal distortion. The generic aftermarket head gaskets they procured were failing at the fire rings after just 4,000 hours, costing the mine over $12,000 a day in lost production per truck. The mine’s chief maintenance engineer partnered with VPGASKET to upgrade their rebuild protocol using our Heavy-Duty MLS (Multi-Layer Steel) Gaskets with proprietary FKM elastomer coatings. The Benefit: Our extreme-temp spring steel accommodated the massive block distortion under heavy load without losing elastic memory. The haul trucks extended their top-end rebuild intervals to over 12,000 hours, saving the operation an estimated $1.2 million annually in reclaimed uptime and eliminating emergency in-pit engine failures.
Minimising Downtime with Premium Replacement Parts
When a QSK60 goes down in a power plant or a mining pit, the financial losses are staggering—often exceeding $5,000 per hour in lost productivity.
In this high-stakes environment, attempting to save a few dollars by sourcing unverified, cheap aftermarket gaskets is a catastrophic business decision. A substandard head gasket may lack the proper FKM coating or the correct steel temper, leading to a secondary failure within months.
At VPGASKET, we understand the economics of heavy industry. Our HHP gasket kits are engineered to match or exceed OEM specifications. By utilising advanced laser cutting, multi-layer steel structures, and rigorous pressure testing, we ensure that when your mechanics torque down the cylinder head, the engine stays sealed until its next scheduled lifecycle overhaul.
As a direct manufacturing facility affiliated with Hubei Lianzhong Industrial Co., Ltd. (established 2001), VPGASKET provides the ultimate B2B advantage. We offer 100% ESN-verified kitting, ensuring you receive the exact CPL-matched gaskets for your QSK60. By eliminating the middleman, we provide global mining operators and parts distributors with Tier-1 OEM quality at factory-direct pricing, shipped globally in heavy-duty, moisture-sealed wooden crates.
Minimise your downtime and maximise your operational reliability. Contact the VPGASKET engineering team today for a comprehensive QSK60 catalogue and wholesale quotation.
Stay Ahead of Diesel Maintenance Challenges Get weekly insights on diesel diagnostics, fleet maintenance strategies, and regulatory updates delivered to fleet managers and technicians who take equipment reliability seriously. Subscribe to the VPGASKET B2B Technical Newsletter today.
FAQ
1. Can I reuse the cylinder head bolts on a Cummins QSK60?
In most high-horsepower applications, cylinder head bolts are “Torque-to-Yield” (TTY). This means they are engineered to stretch plastically during the final 90-degree torque sequence to provide maximum clamping force. Reusing stretched bolts will result in inadequate clamping force and immediate head gasket failure. Always replace them.
2. Why do I need to check cylinder liner protrusion?
The head gasket relies on the top edge of the cylinder liner to crush the combustion fire ring. If the liner sits too low (recessed into the block), the fire ring will not crush, and combustion gases will blow out. If it sits too high, the gasket will not seal the coolant passages around the perimeter.
3. What happens if I use the wrong torque sequence?
Tightening bolts randomly or from one side to the other will cause the massive cast-iron cylinder head to warp or twist. This creates uneven pressure spots on the head gasket, guaranteeing a rapid failure (usually a coolant leak or a cracked head).
4. Are VPGASKET QSK60 parts compatible with all CPLs?
The QSK60 has various Control Parts Lists (CPLs) depending on its application (e.g., Tier 2 vs. Tier 4 emissions, mining vs. marine). VPGASKET carries an extensive inventory covering these variations. Always provide your Engine Serial Number (ESN) when ordering so our team can match the exact gasket thickness and configuration for your specific engine.